Traduit automatiquement par IA, lire l'original
Pierres angulaires de la compression
18 juin 2024
Compresseurs à palettes coulissantes Fuller
 Quatre compresseurs à palettes rotatives duplex FLSmidth Ful-vane à deux étages, entraînés par moteur électrique, dans une application industrielle.
Quatre compresseurs à palettes rotatives duplex FLSmidth Ful-vane à deux étages, entraînés par moteur électrique, dans une application industrielle.En 1926, le colonel James W. Fuller III fonda une entreprise à Catasauqua, en Pennsylvanie. Cette société concevait et commercialisait des systèmes de transport pneumatique pour matériaux fluides, pulvérisés et secs, principalement du ciment Portland fini et des matières premières pour la fabrication du ciment. Sa société d'origine, Fuller-Lehigh Co., basée à Fullerton, en Pennsylvanie, qui avait développé et breveté la pompe à vis Fuller-Kinyon (un système de pompage pneumatique pour le charbon pulvérisé et le ciment sec), fut dissoute lorsque Babcock & Wilcox acquit le brevet et les droits de fabrication relatifs au transport du charbon.
Poursuivant ses recherches sur les cimenteries, Fuller constata que celles-ci ne disposaient pas d'une pression d'air suffisante pour le transport. Il décida donc de construire des compresseurs pour les pompes Fuller-Kinyon. La décision de fabriquer des compresseurs alternatifs refroidis à l'eau était imminente lorsqu'un cadre de Fuller, en voyage d'affaires en Europe, fut impressionné par les compresseurs rotatifs à palettes coulissantes. Ce compresseur, conçu et breveté en Suisse, était fabriqué par la Cie de Machines Pneumatiques Rotatives de Gennevilliers, en France.
Comparé aux compresseurs alternatifs, le nouveau compresseur à palettes rotatives était compact, léger, de conception simple et moins coûteux. Il présentait des vibrations négligeables, nécessitait des fondations simples et était exempt de pulsations. Constatant ses nombreux avantages pour le transport pneumatique et d'autres applications, Fuller entreprit immédiatement de développer cette technologie pour les pompes à vide et les compresseurs. En 1931, Fuller acquit les droits exclusifs de fabrication du compresseur aux États-Unis.
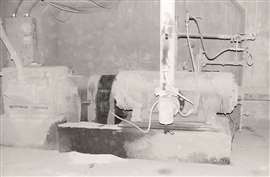 Ce compresseur Fuller, recouvert de poussière de ciment, est utilisé pour le transport pneumatique de matériaux cimentaires secs, application qui a donné naissance au développement par l'entreprise de compresseurs à palettes rotatives .
Ce compresseur Fuller, recouvert de poussière de ciment, est utilisé pour le transport pneumatique de matériaux cimentaires secs, application qui a donné naissance au développement par l'entreprise de compresseurs à palettes rotatives .Le succès du compresseur à palettes rotatives repose sur l'interaction optimale de facteurs physiques permettant d'obtenir une durée de vie des palettes (ou aubes) de 10 000 heures ou plus. La conception française originale utilisait des palettes fines en acier allié spécial, nécessitant un alésage de cylindre en acier trempé, généralement une chemise emmanchée à force dans un cylindre en fonte à double enveloppe. L'équipe de Fuller a apporté des améliorations majeures à cette conception française. Le premier brevet de Fuller Co., le brevet américain n° 1 890 000, déposé en 1932, décrivait la lubrification d'un cylindre à alésage en retrait, offrant une plus grande surface d'étanchéité au fond du cylindre entre l'orifice de refoulement haute pression et l'orifice d'admission basse pression, ainsi qu'un rotor logé au fond du cylindre. Un brevet pour un compresseur à palettes rotatives à deux étages et une pompe à vide a suivi en 1933. Les améliorations apportées en 1934 comprenaient un cylindre en fonte de haute qualité et des palettes en plastique laminé, des orifices d'admission et d'échappement redessinés pour une efficacité et une longévité accrues, ainsi que des systèmes de lubrification et de refroidissement par eau améliorés. Un brevet de 1935 décrivait une conception visant à réduire le risque de dilatation du rotor dans les têtes en utilisant une tête d'extrémité d'entraînement fixe et une conception de tête d'extrémité non motrice flottante, ce qui améliorait également l'efficacité du compresseur.
La production des compresseurs fut sous-traitée à une fonderie et un atelier d'usinage de qualité, situés à Manheim, en Pennsylvanie, qui fabriquaient les compresseurs selon les plans et les normes de Fuller. La conception rotative connut un succès considérable durant la Seconde Guerre mondiale. Les commandes augmentèrent tellement que Fuller fut contraint d'acquérir et d'agrandir la fonderie et l'atelier de Manheim en 1946.
Le transport pneumatique de ciment sec demeurait une application importante des compresseurs à palettes rotatives Fuller, mais dans la décennie qui suivit la Seconde Guerre mondiale, l'entreprise découvrit de nombreuses nouvelles applications pour ses compresseurs. En 1945, Fuller lança un compresseur à palettes rotatives haute pression pouvant atteindre 300 psig (20,7 bar). En 1949, elle s'associa à un grand fournisseur de systèmes industriels de congélation pour adapter des compresseurs à palettes rotatives mono-étagés au gaz ammoniac, lui accordant l'exclusivité du conditionnement du surpresseur rotatif à ammoniac Fuller. Utilisé comme surpresseur de premier étage pour un compresseur alternatif de second étage, ce système réduisait considérablement la taille, le coût et la consommation d'énergie des systèmes de réfrigération pour entrepôts frigorifiques commerciaux. Parmi les nouvelles conceptions spécialisées figuraient des innovations telles qu'un système d'étanchéité à double arbre sous pression et un système de refroidissement par chemise d'huile pour éviter le gel, deux innovations rapidement brevetées. Des milliers de compresseurs Fuller furent produits pour la réfrigération à l'ammoniac dans les années qui suivirent.
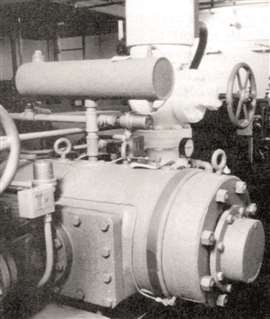 Les compresseurs Fuller ont d'abord été adaptés aux services de réfrigération à l'ammoniac en 1949, et des milliers d'entre eux, comme celui-ci, ont été intégrés aux systèmes industriels de congélation des aliments.
Les compresseurs Fuller ont d'abord été adaptés aux services de réfrigération à l'ammoniac en 1949, et des milliers d'entre eux, comme celui-ci, ont été intégrés aux systèmes industriels de congélation des aliments.En 1950, Fuller Co. lança un compresseur à vide à deux étages capable d'atteindre un vide de 29,97 pouces de mercure (1,015 bar). La conception exclusive de son alésage de cylindre à contre-dépouille s'avéra déterminante pour son succès, minimisant les fuites internes et réduisant les températures de fonctionnement et la consommation d'énergie. L'acquisition de Fuller Co. par General American Transportation Corp. (GATX) en 1954 renforça considérablement l'entreprise. Devenue filiale de GATX, Fuller développa immédiatement ses activités d'ingénierie et de marketing. Les développements se poursuivirent, notamment pour les compresseurs d'ammoniac, et en 1962, Fuller vendit son 10 000e compresseur. Entre 1963 et 1970, l'usine de Manheim connut d'importantes améliorations, dont l'augmentation de la capacité de la fonderie à 100 tonnes par mois.
En 1968, Fuller a lancé un compresseur à palettes rotatives de plus grande taille, capable d'un débit d'aspiration supérieur à 3 000 cfm (85 m³/min). En 1986, un groupe d'investissement comprenant la direction de GATX-Fuller a acquis l'entreprise . Le développement du produit s'est poursuivi et, en 1987, la société a commercialisé une variante de compresseurs à alésage circulaire permettant d'atteindre des vitesses et des capacités plus élevées dans un format plus compact.
FLSmidth A/S a acquis la société en 1990, et l'évolution des produits s'est poursuivie, notamment avec l'introduction d'une option d'entraînement intégré sur les compresseurs de plus grande taille et l'utilisation des aubes en fibre de carbone de FLSmidth qui réduisaient l'usure des cylindres tout en augmentant la vitesse, la température et les capacités de pression du compresseur.
Les compresseurs à palettes rotatives de l'entreprise ont trouvé des applications dans des dizaines de domaines différents. Outre le transport de produits solides en vrac et la réfrigération à l'ammoniac, ils ont été utilisés pour le transfert de liquides et de gaz d'hydrocarbures lourds, la production d'air comprimé, la surpression de gaz naturel en tête de puits, de gaz combustible et de gaz de procédé, ainsi que pour les services de récupération du vide et des vapeurs.
L'évolution du produit dans les années 2000 a notamment consisté en l'amélioration des systèmes de lubrification et une augmentation de l'efficacité permettant de remplacer facilement les anciens moteurs électriques à entraînement direct de 600 tr/min, coûteux et peu performants, par des moteurs de 1 800 tr/min haut de gamme et économiques, sans modification des fondations ni de l'agencement des installations. Plus récemment, des systèmes de lubrification améliorés et des automates programmables (PLC) ont été intégrés afin de surveiller et de contrôler les opérations de compression . Parallèlement, la gamme de compresseurs Fuller a été rebaptisée et déposée sous la marque FLSmidth Ful-Vane, un compresseur à palettes rotatives, et demeure un produit important de FLSmidth Cement USA Inc.
MAGAZINE
NEWSLETTER