


Read this article in Français Deutsch Italiano Português Español
Eliminating the need for seal gas boosters
May 30, 2023
A closer look at the reliability of leak tight process side seals
Centrifugal compressor end-users across oil and gas and other process industries face a growing need to reduce fugitive emissions, costs, and unnecessary downtime. The advent of dry gas seal (DGS) systems has played a significant role in efforts to achieve these goals by addressing many of the issues frequently encountered with wet seals, including high leakage rates, reduced reliability, and high OPEX. However, opportunities exist to further improve the operation of compressors, particularly units that utilize seal gas booster compressors, which can be a significant source of maintenance and OPEX.
Siemens Energy has developed a sealing mechanism that enables operators to eliminate the need for a seal gas booster by protecting the DGS from process gas contamination at slow speeds or when then the compressor is stopped in a pressurized standby condition. This article provides an overview of the seal’s design and functionality and discusses compressor applications where it can be beneficial.
DGS and Booster Compressor Basics
Most modern centrifugal compressors are equipped with DGS for shaft-end sealing. In recent years, many legacy compressors with wet seals have also been retrofitted with DGS systems. The most widely used type of DGS for natural gas compressor applications is a “tandem” design, in which two face seals (primary and secondary) are installed at the compressor shaft ends. During compressor operation, the primary seal absorbs the pressure differential. The secondary seal serves as a backup in the event of primary seal failure.
A DGS consists of two mating rings (one rotating and one stationary). When the compressor is not running, the rings are held in close contact by springs and static pressure distribution. When the compressor is running, hydrodynamic forces hold the stationary ring against the spring. This creates a working gap of a few micrometers between the seal faces. The design allows for very low leakage rates but, as a consequence, the DGS needs a supply of clean and dry gas to operate reliably.
Typically, this gas is taken from the discharge of the compressor. The gas is filtered and conditioned to remove impurities, and then injected between the DGS and the process side labyrinth (PSL). The flow acts as a buffer (i.e., film) and protects the DGS from process gas ingress.
When the compressor is rotating at high speed, the discharge provides sufficient pressure to drive the seal gas flow through the conditioning and filtration system on the dry gas seal panel, providing a clean source of seal gas to the DGS. However, when the rotating speed is slow (typically during start-up and/or shutdown), there is not sufficient pressure to drive seal gas flow through the gas seal panel and the untreated process gas is able to migrate into the seal gap. This can lead to several costly problems including degradation of the seals, resulting in a shorter mean time between failure (MTBF), increased downtime, and potentially increased cost if the DGS needs to be replaced.
To protect the DGS during start-up or in the event of a compressor trip/upset, most operators install air-driven seal gas boosters (and potentially heaters) on the gas conditioning skid or the seal gas panel. The seal gas booster is programmed to automatically start-up if seal gas differential pressure falls below a certain level, thus ensuring reliable operation of the DGS.
In the case of reciprocating boosters, which make up the majority of the market, operators sometimes elect to install a second compressor that sits on standby in case of a primary booster failure. Reciprocating boosters are inherently OPEX-intensive and are often cited by end-users as one of the most problematic components of the compressor package.
In recent years, an increasing number of operators have begun moving away from reciprocating units in favor of electric motor-driven (rotating) seal gas boosters, which offer much higher reliability. However, they do have the drawback of high CAPEX and may not be applicable in all scenarios due to low head capacity at low pressure. The upfront cost of the boosters can also be difficult to justify in many cases, particularly for operators of legacy units, which may only have a limited number of service years remaining. Additionally, they may not be feasible in remote locations which do not have a reliable supply of power.
Introducing Leak Tight Seals
To address the issues frequently encountered with DGS booster compressors, Siemens Energy has developed a unique seal design made from polytetrafluoroethylene (PTFE) that sits between the DGS and PSL. The Leak Tight Seal serves as an alternative to boosters and can be installed as part of most new compressor packages equipped with DGS. It can also be retrofitted into existing units, providing an upgrade option for those seeking improved reliability.
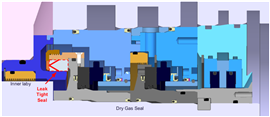
Figure 1. Leak Tight Seal coupled with Siemens Energy DGS system
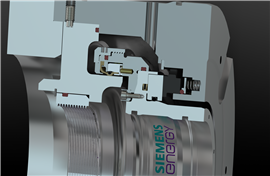 Leak tight seal prototype coupled with Siemens Energy dry gas seal.
Leak tight seal prototype coupled with Siemens Energy dry gas seal.
During normal compressor operation, when the DGS is protected from process gas ingress by the seal gas flow buffer from the discharge, the Leak Tight Seal is open so that it is not subjected to any wear due to the high-velocity rotation. This position is maintained via centrifugal force, which activates the lip through a segmented ring. If/when the compressor speed slows or the unit is stopped (i.e., when the discharge flow is insufficient to prevent process gas ingress), centrifugal force is reduced, and the seal closes around the shaft to prevent contamination of the DGS from the process side.
As the Leak Tight Seal closes down on the shaft, it forces the flow that will leak through the primary seal to come into the seal area after it passes through the seal gas panel, therefore the DGS is only exposed to clean, dry process gas.
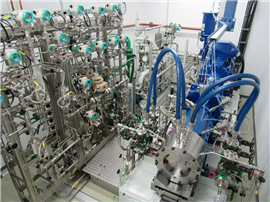
Fig. 2:
The Leak Tight Seal provides several advantages when compared to seal gas booster compressors including:
Increased reliability versus reciprocating seal gas boosters – Reciprocating seal gas booster compressors are often a headache for centrifugal compressor end-users. The Leak Tight Seal eliminates the need for the booster compressor, thereby lowering OPEX and downtime and simplifying the system by reducing the number of components and connections required. This decreases the risk of leaks and improves the overall reliability of the system. It also reduces the maintenance requirements by eliminating the need to monitor and maintain the seal gas booster (the Leak Tight Seal condition is monitored during static phases). These advantages are particularly relevant for operators who are experiencing problems with their reciprocating boosters or those who currently do not have any booster installed.
Reduced cost – While the reliability of the Leak Tight Seal is comparable to that of centrifugal booster compressors, CAPEX is much lower. Although costs vary depending on the requirements of the application, a typical electric-driven centrifugal booster system providing flow to two gas seals can cost between ~150,000 - 400,000 USD. By comparison, the price for two Leak Tight Seals and optional monitoring, along with the cost of adaptations to the dry gas seal panel is anywhere from 40,000 - 60,000 USD (when added to a Siemens Energy DGS). The seals can be shipped directly to the site and installed by the operator in much of the same way a DGS would be installed.
Lower emissions - By using the Leak Tight Seal in lieu of an electric-driven booster compressor, overall power consumption and associated emissions from the compressor package are reduced.
Potential for smaller package footprint – In many cases, the seal gas booster is installed as part of the pre-conditioning skid, which is separate from the gas seal panel. Installation of the Leak Tight Seal may allow for this skid to be eliminated, potentially reducing the overall footprint of the package.
Conclusion
Time and time again, the gas seal panel, and more specifically the booster compressor, is cited by operators as one of the most failure-prone components of compressor packages. The Leak Tight Seal from Siemens Energy can be installed as a low-cost alternative to traditional seal gas boosters, and in doing so, provides a pathway to simplify system design and improve overall reliability. It can be a valuable addition to any DGS system in an oil and gas application by providing an added layer of protection against contamination, thus reducing the risk of downtime and associated expenses from maintenance and lost production.
Authors
 Olivier Lebigre
Olivier Lebigre
 Jose Gilarranz
Jose Gilarranz
 Sanda Baciu
Sanda Baciu
MAGAZINE
NEWSLETTER



CONNECT WITH THE TEAM

