


Compressor revamp raises efficiencies, saving CO2 and energy costs
March 07, 2022
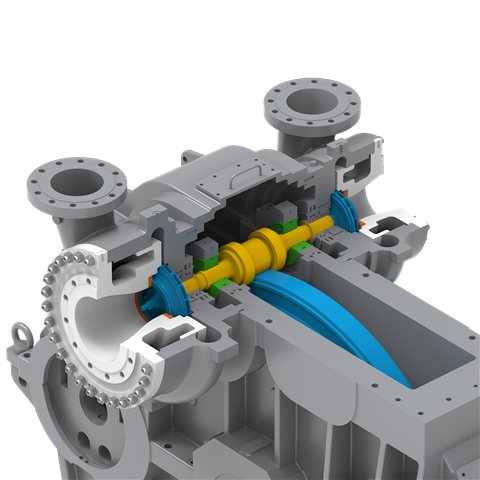 A sectional cut of the original design.
A sectional cut of the original design.
Renowned for their longevity, durability, and high performance, even five or six decades after they were first installed, big-sized turbocompressors provide consistent compression duty to air and gas plants across the world. But changing process circumstances since the compressor’s installation can necessitate that even more recently installed machines are often no longer primed to work at their most efficient level. This might be due to changes in plant production requirements, which in turn impacts flow requirements for the machine, or even that the gas composition that has been changed.
For plant operators, the question is what to do about the disparity between what a machine was initially designed to do and the needs of the plant today – or in the intermediate future. The answer is simpler than it might at first appear and it can perhaps best be described as a “low-hanging-fruit” solution: By modifying or revamping existing turbomachinery, particularly in large machinery typical employed in air separation (though in smaller power machines, as well), process inefficiencies can be reduced. This technical modification can be done to a machine in the field in several ways, such as by changing the impeller size, adding an inlet guide vane (IGV), or the removal of a stage.
The fine-tuning of an existing machine not only improves its efficiency. It can also come with the advantage of significant energy, CO2 and monetary savings. For a comparatively limited investment, therefore, plant owners get greater efficiencies and lower energy costs, subsequently reducing a company’s CO2 footprint, most notably within the area of their Scope 2 emissions.
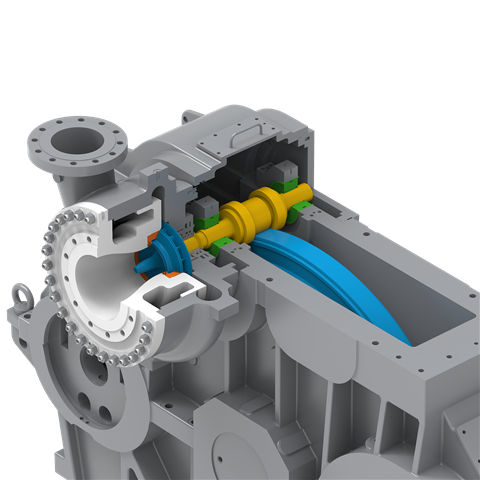 A sectional cut of the modified design (shaft, impeller, impeller seal.)
A sectional cut of the modified design (shaft, impeller, impeller seal.)
Spotting the opportunity
Companies across the planet are dedicating increasing time, money, and personnel to finding ways to cut their carbon emissions. From both an environmental perspective and a long-term economic perspective, it makes sense. What can sometimes be overlooked, however, are the low-hanging fruits, those simple solutions that can be done with modest investments.
In 2018, global turbomachinery maker Atlas Copco Gas and Process started creating dedicated engineering teams and methods to identify plants with large compressors and a power range above 8MW.
The background of this revamping and upgrading program lays in the fact that centrifugal compressors function reliably and efficiently for many decades, pretty much exactly as they were designed to do. The age of the machines as such is not an issue. In such cases, therefore, when machines are functioning as they should, major investments in completely new compressors make little sense from a financial or plant process point of view. Over years, however, the compression duty these existing machines were originally assigned can change. This has a knock-on effect: although these large-scale compressors are operating reliably, they haven’t been adapted to function efficiently under the new plant conditions and requirements.
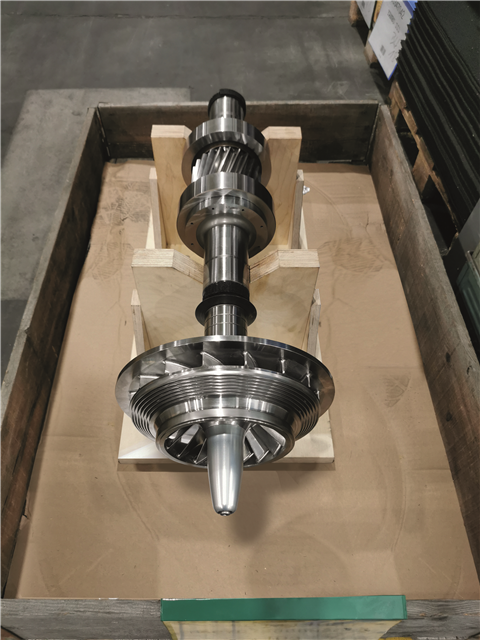 A new rotor manufactured as a 1:1 fit for the existing assembly.
A new rotor manufactured as a 1:1 fit for the existing assembly.
After all, each plant and each piece of equipment is designed on a best-case scenario. Once a plant is up and running, however, and as circumstances change, real-life needs and production demands are refined. Atlas Copco Gas and Process estimates that 65 percent of all centrifugal compressors are incorrectly rated compared to their designs by at least 10 percent. Since compressors typically are running at their outer operating limits, 10 percent of production capacity on average are simply lost, because this portion cannot be adjusted to new process requirements. It’s a scenario that could be avoided. Indeed, environmental targets and inefficiencies mean that many plants are required to purchase costly and unnecessary CO2 emissions certificates every year.
The overall result is an unnecessary level of inefficiency, reflected in wastes of both energy and money, plus increases in emissions. Moreover, in a time of major energy price rises and demanding decarbonization aims, plant owners recognize they need to find new ways to remain competitive.
A new question
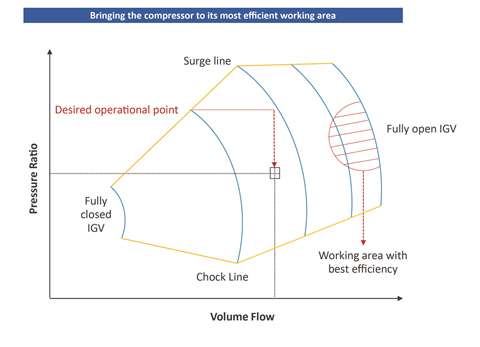
Until recently, a compressor service primarily revolved around updating parts, or replacing parts, such as a new filter, demister or coupling. The idea was to keep the machine in good shape, to maintain its reliability for the foreseeable future. This, however, does not improve the efficiency of the machine. Every compressor has its own “best efficiency working area”, which is related to pressure ratio and volume flow. Current plant requirements and conditions dictate the “desired operational point”, which over time can diverge from the compressor’s best efficiency working area (set when the machine was designed and installed).
With efficiencies (directly related to cutting CO2 emissions) becoming an increasing priority, Atlas Copco started to also ask a new question. It revolved around how to improve the functionality of these machines in order for customers to meet the real needs of their plants and processes today – rather than as originally set up. In other words, to bring parity between each compressor’s best efficient working area and the desired operational point.
Paths to the revamp
In 2018, Atlas Copco started to carry out feasibility research in China and Europe, and it quickly became clear that the potential of generating energy, monetary and environmental savings on the back of investing in revamping compressors could be an attractive possibility for plant operators.
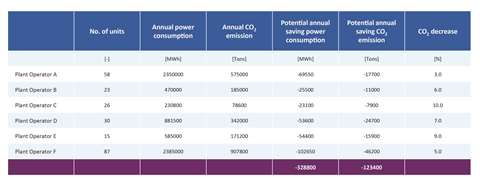
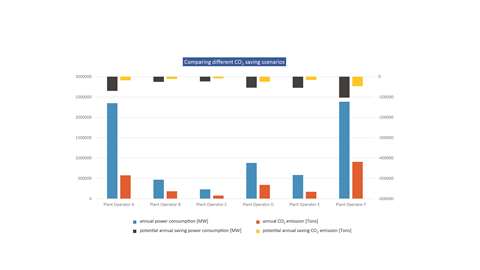
For example, across the EMEA (Europe, Middle East and Africa) region, a typical industrial gases company may operate around 60 Atlas Copco compressor units. Under the historic process parameters, they would be responsible for combined annual power consumption of 2,350,000 MWh and annual CO2 emissions of 575,000 tons. In such a case, Atlas Copco engineers carry out a data-led performance study and present the company with a new potential “performance map”, under up-to-date operating conditions.
The process typically gets underway with a “performance request checklist”, an aerodynamic, thermodynamic and mechanical evaluation of the customer’s machine. After evaluating the performance request checklist, engineers produce a performance map, replete with new operating conditions. They then provide a quotation for a revamp that would substantially lower energy and CO2 costs. The return on investment would be swift, around 12 months. Field research shows that by consuming 100 kWh less energy every day can decrease annual electricity costs by EUR 160,000 and the carbon footprint by 196 tons. Similarly, by consuming 200 kWh less energy every day can decrease annual electricity costs by EUR 320,000 and the carbon footprint by 392 tons. And by consuming 500 kWh less energy every day can decrease annual electricity costs by EUR 800,000 and the carbon footprint by 980 tons.[1]
Atlas Copco Gas and Process came up with three typical case studies to illuminate the range of revamp possibilities. The first scenario is when a compressor is running at a lower flow capacity and lower pressure ratio for a certain period of time. In this case, the IGV and volute would remain unchanged. What would change, however, is that the wheel sets for the suction nozzle, impeller and fixed diffuser guide vane (DGV) would be switched from large to small in order to fit the lower flow and pressure ratio. Importantly, this case study is “reversible”, for the simple reason that if the process conditions and demands increase again the original wheel sets can be reinstalled.
The second scenario is in one way the polar opposite to the first, because it is “permanent” and therefore not reversible. This second scenario envisages a situation in which the compressor is permanently running at a lower flow capacity and a lower pressure ratio than originally designed. Similar to the first case, the IGV and volute require no change, and the suction nozzle, impeller and fixed DGV are revamped to match the new permanent operating conditions. Because this revamp is not reversible, however, once the sets of wheels are modified for the specific process conditions the compressor cannot be returned to its pre-revamp condition. The investment in the revamp is correspondingly lower, though of course the customer would need to be sure that the prevailing process conditions are permanent.
The third scenario is if the compressor is permanently running at a lower pressure ratio. In this case study, in order to bring the compressor’s best efficient area to match the process’ desired operational point engineers would trim the impeller. Trimming here means that the outer dimensions of the impeller remain the same and that the suction nozzle and volute are of further use. This kind of “quick fix” is based on calculating how much of the outer diameter of the blade tip needs to be cut off. This, again, is permanent and not reversible.
From small to big scale
Generally, a revamp is done during usual, scheduled shut-down periods, with no additional loss of production time. Further to this, a revamp becomes even more attractive if it is combined with the repeated purchase of capital spare parts (rotors, gearsets, or pinion), since the above efforts can be combined. Below are two examples of recent revamps to illustrate typical scenarios, the first small-scale and the second big-scale:
Small-scale: In 2022 Atlas Copco Gas and Process teamed up with a gas power plant in Germany to improve the overall efficiency of their booster compressor. Even though they have a design power consumption of 400kW, the new conditions desire way less flow. For this, the compressor now has to operate an inefficient turn-down case while still consuming 300kW. With the new layout proposed and with just an impeller change, the power consumption can be further decreased to 150kW, which creates an annual saving of 930 tons of CO2.
Big-scale: In 2021 Atlas Copco Gas and Process worked with a major air separation customer in Asia, revamping air compressors that had been operating for several years. Based on the new operational requirements they produced a feasibility scenario for the customer. Within the first proposed solution, the new operational setup created substantial energy efficiencies as the compressor would not need to be in blow-off mode or have a closed IGV. The revamp would, therefore, keep the wheel set as it is alongside an additional improvement with the last compressor stage (and the IGV and all volutes not modified in order to make the revamp as less as possible invasive).
For its customer in China alone, the revamp solutions are saving around 13,000 MWh in energy and around EUR 2,372,500 every year.
Conclusion
No matter the configuration, for a modest investment the turbocompressors work with greater efficiencies once revamped to match new process conditions and production goals. The longevity, durability and high performance of these large-sized machines continues. Only now they are in tune with contemporary requirements. Accompanying a compressor’s lower energy needs is a reduction in carbon emissions and energy costs, while purchasing of additional CO2 certificates is decreased to the lowest demand necessary. Though the solution is financially more attractive for large-scale air separation compressors, it may nevertheless also be applicable to smaller-sized machines.
[1] This calculation is based on 0.22kg CO2/kWh and 18.25 cents/kWh
Author: Daniel Schauer, Team Leader Aftermarket Engineering & Solutions
Bio: At Atlas Copco Gas and Process’ product company in Cologne (Germany), Daniel Schauer serves as Team Leader Aftermarket Engineering & Solutions. In this capacity, Daniel and his team are responsible for planning and carrying out revamping and upgrade projects around the world. Daniel started his career in Atlas Copco in 2000, working in order handling and as a rotating equipment specialist and site support prior to his current role.
MAGAZINE
NEWSLETTER




CONNECT WITH THE TEAM

